
摘要:本文主要论述了麦草浆中浓打浆抄造生活用纸的生产应用实践,并在纸页质量、纤维形态及打浆能耗等方面与低浓打浆生产情况作了对比。应用表明中浓打浆是适宜麦草浆的一种打浆方法,具有较好的提高纸页质量及节能效果。
关键词:麦草浆 中浓打浆 纸巾纸
前言
虽然目前在造纸原料的使用中,国家政策提倡扩大木浆和废纸的使用比例,但无论是过去、现在或是可预见的将来,尽管草类浆在造纸原料中所占比例可能有所下降,但草浆在总的造纸原料用量中仍会有较大的增长。这主要有两个方面的原因:首先是抄纸尤其是抄造附加值较高的生活用纸时,采用麦草浆与其它浆种相比具有更大的利润空间,这种利润的强大磁吸力推动了该浆种的应用推广;其次,草浆黑液回收技术在生产上已经成熟,这也给草浆的应用提供了可持续发展的保证。
如上所述,在北方尤其是小麦盛产区如河南、山东、安徽及西北地区的大部分纸厂大都采用麦草浆作为主要的抄纸原料,但在实际生产中,由于所采用的技术及设备不适宜于麦草浆而常常导致纸页质量较差、纸浆流失大、能耗高等缺陷。本文主要介绍了麦草浆中浓打浆在提高成纸质量及节省能耗方面的情况,希望能对使用该原料的造纸企业有所裨益!
1. 生产使用设备
1.1 生产使用设备
生产上所用设备为中浓盘磨机,盘磨转速为1480r/min,生产能力为30~100t/d
1.2 浆样及纸页检测
纸浆打浆度、湿重及纸页物理性能指标测定均采用国家标准进行;
扫描电镜观察:将不同浆样用双面胶固定,置于真空镀膜机镀金处理,在HITACHIS-550(日本制造)扫描电子显微镜上观察;
纤维筛分分析采用Bauer-McNette筛分仪,水流控制在10升/分,每次处理5g浆料,处理时间15分钟,五次平行筛分汇总分析。
2 生产使用结果与分析
2.1 中、低浓打浆成浆性质、成纸质量之比较
众所周知,麦草浆纤维较为短小,杂细胞含量较高,纤维细胞壁初生壁较厚,所以在传统低浓打浆时,由于磨片间隙较小、机械剪切力较强及低浓浆料流动特点,常导致纸浆纤维切断严重、纸浆纤维处理极不均匀、杂细胞细碎化,虽然成浆有较高的打浆度值但纤维结合力不强,纸页质量较差、纤维流失大、车速难以提高等弊病。针对传统低浓打浆这种弊病,过去一段时间曾经有人提出麦草浆不经过打浆而直接抄纸的建议,但采用此种方法一般蒸煮得率较低而提高了生产成本,此外,不经过打浆的纸页的强度等各项指标也很难达到生产标准的要求。
对于麦草浆这种短纤维、杂细胞多的浆种而言,最佳的打浆方法即是在较好保留纸浆纤维形态(包括各种杂细胞)、固有强度的基础上发展其纤维结合能力。在打浆上最直观的要求即是在达到低浓打浆同样的打浆度时,要求湿重下降比较少。生产上我们进行中浓(8%~9%)打浆并与该企业原来使用的ZDP450-90kW低浓双盘磨低浓(3%~3.5%)打浆的成浆、成纸性质作了对比(如表1、表2)。
表1中、低浓打浆成浆参数及筛分析比较
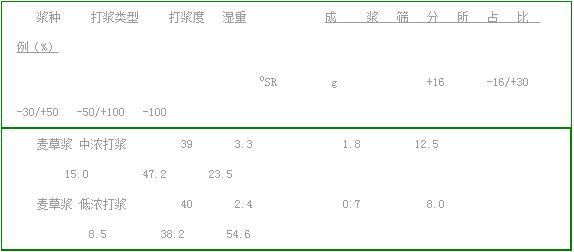
表2 中、低浓打浆抄造的纸品主要物理性能指标的比较

从表1我们可以看出:对于同样的麦草浆种,在打浆至同样的打浆度值时,低浓打浆后成浆纤维湿重仅为2.4g,而中浓打浆后成浆湿重则为3.3g。这就说明了中浓打浆与低浓打浆相比具有两方面的优势:首先是中浓打浆能较好地保留了纤维的长度,这使得中浓打浆后成浆有较大的湿重数值;其次,说明在中浓打浆的打浆度值提高的数值中,由细碎纤维组分导致的数值增长所占比例是较少的,更多的是由纤维的内、外细纤维化所导致,显然,这对于提高纤维间的结合能力并进而获得较高强度的纸页是有利的。另外,从对中、低浓打浆后成浆的纤维筛分析来看;中浓打浆长纤维筛分比例较高,例如,留在100目以上的纤维组分,中浓打浆占76.5%,而低浓打浆仅为45.4%,这些数值也进一步验证了中浓打浆对麦草浆纤维较好的保留,在抄造上减少和一定程度上避免了纸页两面差、减少了纤维的流失和提高了纸页的匀度和外观。
对于纸巾纸来说,不仅对纸页的白度要求较高,而且由于使用性质的关系,对纸页抗张强度也有很严格的要求标准。传统低浓打浆抄造的纸巾纸抗张强度为2100mN,虽然符合标准要求,但数值是较低的,采用中浓打浆改造后,在同样的定量的情况下,所抄纸巾纸的抗张强度提高至3050mN。在柔软度方面,中浓打浆也表现较好,这可能是中浓打浆对杂细胞破坏较少、纤维保留较好,从而减弱了纸页脆性的缘故。
2.2 中、低浓打浆成浆纤维形态的分析
对麦草浆中、低浓打浆后成浆纤维筛分的分析和成纸质量的检测是从宏观方面分析了中、低浓打浆效果的差异,但具体的造成这种差异的原因,仍然需要配合微观方面的观测和分析,鉴于此,我们对中浓打浆成浆纤维形态进行了SEM扫描观测,并与低浓打浆作了对比,如图1至图4。
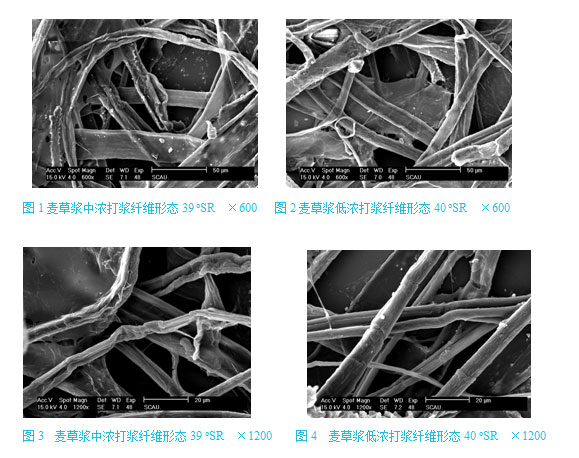
从图1-图4可以看出:在打浆至相同的打浆度时,低浓打浆后成浆纤维形态存在着较大的差别,从不同放大倍率的扫描照片来看,低浓打浆成浆纤维切断现象明显,纤维挺硬、表面光滑,细纤维化不明显且大都集中在断口部位,而中浓打浆成浆纵向撕裂显著,纤维挠曲性较好、压溃比例较大,纵向压缩、扭曲,使得纤维的柔顺性增强、伸缩性得到改善,易于吸水润胀,从而使得纤维的结合能力和单位结合面积大大增加。
不难看出,与传统的双盘磨低浓打浆相比,中浓盘磨打浆后的成浆,无论是纤维细胞还是杂细胞,其形态保存都较好,这就保证了麦草浆固有强度得到了很好的保留。另外,纤维纵向由于压缩出现了明显的皱折和撕裂,这一方面增强了纤维的吸水润胀,另一方面使得成浆的伸缩性增大,而这对于短纤维麦草浆来说无疑是极为有利的,对减少纸页的脆性是有益的。
2.3 中、低浓打浆能耗比较
在中、低浓打浆能耗方面,我们也作了分析和对比(如表3)
表3麦草浆中、低浓打浆能耗的比较(二抄车间)
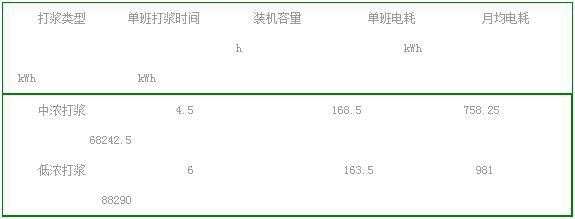
注:每班打浆绝干浆总量一样。
对于传统低浓打浆而言,提高打浆质量和打浆能耗这两个方面往往是互相矛盾的。但对于中浓打浆而言,其代替传统的低浓打浆,不但纸页的物理强度指标得到了较大的改善,而且打浆工段的能耗也大大下降,较之于传统的双盘磨低浓打浆,麦草浆中浓打浆电耗减低23%左右。从表可知,仅就该厂一个二抄车间而言,较之于低浓打浆,中浓打浆月均电耗就降低了20047.5kWh,年均节电近250000kWh,对于全厂五个车间而言,如全部更换为中浓打浆,则节电每年在百万kWh以上。所以在能源紧缺的今天,采用中浓打浆替代传统的打浆方式,不仅经济效益可观,而且还具有显著的社会效益和示范意义,值得大力推广和应用!
3结论
3.1 较之于低浓打浆,麦草浆中浓打浆能显著提高抄造纸品的物理强度指标;
3.2 较之于低浓打浆,麦草浆中浓打浆能较好地保留纸浆纤维长度,长纤维筛分比例较大,细碎成分减少;
3.3 较之于低浓打浆,麦草浆中浓打浆纤维起毛、分丝明显,内、外细纤维化显著,纤维纵向撕裂,柔顺性增强,
3.4 在提高成纸质量的同时,麦草浆中浓打浆较之于低浓打浆,打浆电耗降低23%左右。

 首页
首页
