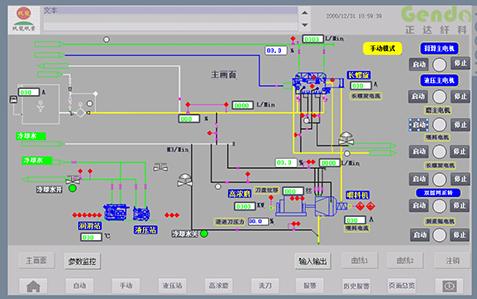
Including on-site operation panel and CGap1.0 constant gap control system.
1. The on-site operation panel includes operation buttons and touch screen. The operation panel is clear and clear, which is convenient for the operator to observe the operation status of the equipment. The electrical wiring has a label, the label is consistent with the drawing, and the label adopts the coding method, which will not fade after long-term use, and is oil-proof and waterproof.
2. The CGap constant gap control system uses PLC to carry out the logic control of the process, dilution water control, automatic knife washing control, steam control, alarm, interlock, etc.
Provide system pressure, two oil chamber pressure, temperature, liquid level detection of hydraulic system.
Through the detection of linear displacement sensor, the absolute position of the grinding disc at zero is displayed during "zero calibration", and the absolute position of the moving grinding disc is displayed during operation, and the working gap of the refining is calculated.
Through the automatic calculation of the PLC, the opening of the hydraulic servo valve is automatically adjusted, so that the moving discs work in a constant position, and the "constant gap control" mode of refining is realized. It can also be switched to the "constant pressure control" mode, the PLC automatically adjusts the opening of the hydraulic servo valve, and a constant axial thrust acts on the slurry in the grinding area.
The hydraulic servo valve uses a direct-acting directional control valve with electrical position feedback and integrated electronics (OBE). The integrated electronics (OBE) compares the specified control value with the actual position value. In the event of a control deviation, the stroke coil is activated. Due to the change in the magnetic force, the control spool will adjust against the spring. The stroke/control spool cross-sectional area is controlled proportional to the command value. With the command value preset at 0 V, the electronics hold the spring to adjust the control spool to the center position. In the deactivated state, the valve is in a fail-safe position.
The accuracy of the displacement sensor is 0.01mm, and each absolute position is accurately recorded.
Record the accumulative working time of the grinding discs on the machine, set the target time for the grinding discs to be used, and remind the grinding disc replacement plan in time.
Provide running status detection and alarm of feeding screw, main motor, and other equipment.
Provide automatic knife washing program to ensure that the grinding disc can be fully washed when the machine is stopped.
Provide steam control program to ensure smooth startup and timely discharge of steam during startup.
Provide lubricating oil detection and alarm: flow of each rolling bearing and sliding bearing, lubricating oil inlet and oil return temperature, pressure and liquid level of lubricating oil station. Ensure that the equipment runs stably for a long time under heavy load.
Provides seal water pressure, flow detection and alarms. Ensure long-term reliable operation of the shaft seal.
Provide various sound and light alarms, detection and corresponding processing procedures for minor faults, serious faults and unexpected power failures.
Display and store various alarm contents, record multiple key parameters in detail and form curves for data analysis.
Provide emergency stop button.
Provide various manual operations in maintenance mode to meet the operational needs of equipment commissioning and failures.


The service hotline +86-731-8522 0287


 HOME
HOME